Band saw bilah
Bandsaws untuk kayu dan logam digunakan secara meluas dalam penghasilan dan keadaan hidup oleh pengrajin rumah. Alat pemotong utama unit-unit ini adalah saw sawit, yang memakai keluar dari masa ke masa dan memerlukan mengasah atau menggantikan dengan yang baru. Anda harus tahu bahawa bukan sahaja kualiti pemprosesan bahan, tetapi juga produktiviti unit secara keseluruhan bergantung pada pilihan bilah yang tepat untuk mesin melihat band.
Kandungan
Memilih bilah untuk gergaji band logam
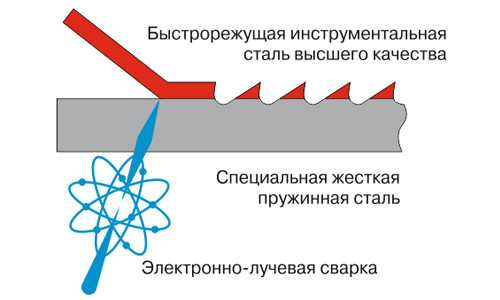
Bilah memotong untuk jenis saw ini adalah pita dengan sejumlah gigi, dikimpal dalam bentuk cincin. Asas pita dibuat dari keluli musim semi, yang mempunyai tingkat keanjalan yang tinggi.Pita yang diperbuat daripada keluli berkelajuan tinggi dikimpal pada pangkal di mana penggilingan gigi berlaku.
Setiap band melihat logam dan bukan sahaja mempunyai label. Sebagai contoh, penandaan M42 20 x 0.9 x 2362, 8 / 12TPI, bermaksud seperti berikut:
- M42 - bahan dari mana gigi pita dibuat;
- 20 - nilai ini menunjukkan lebar web, mm;
- 0.9 - ketebalan perkakas, mm;
- 2362 - panjang bulatan pita gergaji, mm;
- 8 / 12TPI - tiang gigi pada jalur gergaji, per inci.
Pemotong boleh dibuat dari bahan lainSebagai contoh, dari M51, PQ, TSX dan lain-lain. M42 mempunyai rintangan haus tinggi dan mempunyai kekerasan tepi 67-68 HRC. Oleh itu, gergaji bahan tersebut boleh digunakan untuk memotong keluli dengan kekerasan tidak lebih dari 45 HRC. M51 melihat bilah lebih tahan terhadap haus yang melelas daripada yang disebutkan di atas. Kekerasan tepi pinggir gergaji gergaji ini sudah sama dengan 68 HRC, berkat yang ini memotong sekeping keluli tahan karat, serta keluli, yang dicirikan oleh kekuatan tinggi dan rintangan haba. Di samping itu, bahan menyaksikan M 51 membolehkan anda memotong bilet keluli tebal, iaitu, bahagian dengan keratan rentas yang besar.
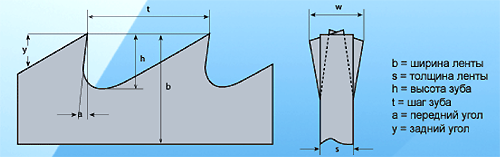
Apabila membuat pilihan jalur melihat, perhatian khusus perlu dibayar bukan sahaja kepada bahan dari mana pemotong dibuat, tetapi juga kepada langkah mereka,dan juga - geometri.
Padang gigi
Ini adalah jarak antara kedua-dua pinggir dua gigi bersebelahan.
Langkah besar memuat enjin unit lebih kuat dan memberikan kualiti buruk. Pitch kecil incisors membawa kepada menggergaji lagi, meningkatkan kos tenaga, tetapi memberi potong bersih dengan permukaan licin.
Untuk memotong bahan lembaran, paip (berdinding nipis) dan profil, anda harus memilih bilah dengan jarak minimum antara elemen memotong (1 inci). Tetapi jika anda mahu memotong billet besar logam pepejalIa dikehendaki memasang pisau dengan nada yang paling besar dari gigi kacangan. Semakin kecil gigi (per inci) akan mempunyai pelantar, semakin banyak alur yang akan mereka bentuk. Disebabkan ini, potongan kurang tersumbat dengan cip. Selain itu, padang gigi besar pada perkakas meningkatkan prestasi unit.
Ketinggian gigi
Ketinggian alat itu adalah jarak dari titik terendah rongga antara gigi ke bahagian atas elemen pemotongan. Kerana kehadiran berongga cip dikeluarkanterbentuk apabila memotong logam. Ketinggian gigi harus cukup sehingga rongga tidak tersumbat dengan cip, dan proses pemotongan terjadi tanpa kesulitan.Di samping itu, ketinggian gigi yang tidak mencukupi menyebabkan terlalu panas pada bilah, akibatnya mikrokompresi boleh berlaku di atasnya.
Sudut gigi depan
Sudut rake atau sudut mengasah bertanggungjawab untuk tahap penglibatan web untuk bahan bahan kerja. Sudut mengasah besar tidak akan membolehkan untuk mencapai ketepatan tinggi apabila memotong logam. Pada masa yang sama, sudut kecil membolehkan anda memastikan pemotongan kualiti yang baik, tetapi ia mengurangkan prestasi alat tersebut.
Memilih bilah untuk gergaji band di atas kayu
Pertama sekali, untuk memilih bilah yang tepat untuk melihat band, anda harus melihat arahan untuk mesin anda. Ia akan menunjukkan semua parameter gergaji band yang boleh ditetapkan pada model peralatan ini (lebar maksimum dan minimum pita, serta panjangnya). Panjang kanvas mesti sama seperti yang dinyatakan dalam pasport ke unit.
Lebar lebar
Lebar sabuk dipilih berdasarkan operasi yang akan dilakukan pada mesin. Juga lebar pita tidak hanya lebar pulley, tetapi juga diameternya. Dengan diameter kecil pulley, pita lebar dipasang di atasnya akan pecah dan akhirnya pecah. Oleh itu, bagi setiap unit terdapat had lebar lebar.
Untuk lurus lurus biasanya menggunakan gergaji dengan lebar 20 hingga 30 mm. Sudah tentu, pada mesin bulat, anda boleh membuat pemotongan membujur lebih cepat dan lebih tepat. Tetapi terdapat sekatan tinggi di atasnya, yang sama tidak melebihi 80 mm. Pada band saw mesin, adalah mungkin untuk memproses workpieces sehingga 200 mm tinggi dan banyak lagi.
Tetapi tugas utama agregat pita adalah potongan yang digambarkan. Perkakas yang paling kecil yang boleh dipasang pada sawung band adalah pita 3 mm lebar. Ia memotong bulatan dengan jejari yang sama.
Semakin besar lebar pita, semakin besar radius minimum yang dapat dipotong dengannya. Sebagai contoh, pita dengan lebar 12 mm jejari potongan kurang daripada 60 mm tidak akan berfungsi. Dan untuk lebar pita 25 mm, jejari minimum akan menjadi kira-kira 100 mm.
Secara purata, lebar bilah mestilah tiga kali lebih kecil daripada radius pemotongan yang diperlukan pada bahan kerja. Oleh itu, peralatan dipilih mengikut tugas.
Padang gigi
Diindikasikan dengan nombor yang menunjukkan bilangan incisors per inci. Nilai berangka langkah diletakkan sebelum singkatan TPI. Apabila memilih langkah perlu dipertimbangkan:
- apakah ketebalan bahan kerja;
- apakah kekerasan bahan bahan kerja;
- apa yang anda ingin mendapatkan kelebihan bersih bahagian selepas memotong.
Untuk memotong plastik dan potong dengan berkesan, pita itu mesti mempunyai sekurang-kurangnya tiga pemotong per inci. Semakin banyak incisors akan menjadi satu inci, lebih baik potongan akan. Tetapi ini akan mengurangkan kadar suapan dan mengurangkan nilai mengehadkan ketebalan bahan kerja.
Dengan padang gigi, bilah dibahagikan kepada dua jenis: "skip" dan "biasa". Jenis kain "langkau" mempunyai padang 3 hingga 6 TPI. Antara gigi terdapat ruang untuk penyingkiran habuk papan yang berkesan, memandangkan penyingkiran mereka yang buruk mengurangkan kualiti pemotongan. Jenis kanvas "biasa" mempunyai gigi, berbentuk seperti segitiga. Mereka ditempatkan pada peralatan dengan kenaikan 10 TPI dan ke atas. Jenis gigi ini tidak mempunyai cukup ruang untuk mengeluarkan cip dengan cepat. Oleh kerana bilangan elemen pemotongan yang lebih besar, pemotongan web sedemikian agak bersih. Perkakas boleh digunakan untuk menggergaji kosong ketebalan kecil dan dari bahan keras.
Jenis lukisan ini mempunyai ciri-ciri berikut.
- 3 TPI "langkau". Kanvas digunakan untuk menggergaji kasar kayu yang mempunyai tebal. Snap menghasilkan gergaji sepanjang serat. Untuk meningkatkan mutu pemotongan sekurang-kurangnya sedikit, anda boleh meregangkan pita ke maksimum pada mesin dan mengurangkan kadar suapan.

- 4 TPI "langkau". Ia adalah perkakas sejagat untuk menggergaji sepanjang gentian. Bilah jenis ini boleh dipetik kepada kebanyakan spesies kayu, termasuk kosong dengan banyak knot. Sekiranya ia baik untuk menarik gergaji dan mengurangkan makanan, maka kualiti potongan itu akan hampir selesai.

- 6 TPI "langkau". Ini adalah snap tujuan umum. Dia melihat kosong sehingga 50 mm tebal (di sepanjang gentian) dan kayu menyeberang serat sehingga 150 mm tebal. Nombor-nombor ini ditunjukkan untuk bahan gergaji dengan umpan normal kepada gergaji. Jika suapan dikurangkan, adalah mungkin untuk memproses sebahagian ketebalan yang lebih besar. Ini melihat memberikan kualiti mutakhir dan sesuai untuk hampir semua jenis kayu.

- 10 TPI "biasa". Bilah-bilah digunakan untuk memotong bahan-bahan lembaran (chipboard, papan lapis, MDF, dll), untuk memotong logam bukan ferus dan plastik. Tetapi apabila memproses kosong logam, diperlukan untuk mengurangkan kelajuan pergerakan alat. Tidak semua mesin mempunyai peluang sedemikian.

- 14 TPI "biasa". Anda boleh memotong papan lapis, MDF, papan serpih dan plastik. Bagi kayu asli, ketebalannya tidak melebihi 25 mm. Potongan paling bersih dari web ini diperoleh dengan kadar suapan minimum. Juga, alat ini boleh memotong logam lembut pada kelajuan pita rendah.

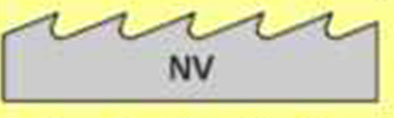
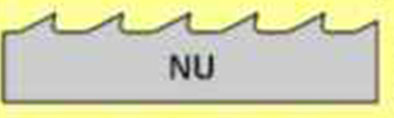
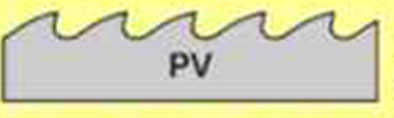
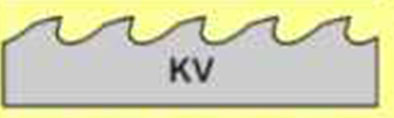
Bentuk pemotong
Bilah pinggang boleh mempunyai profil gigi berikut.
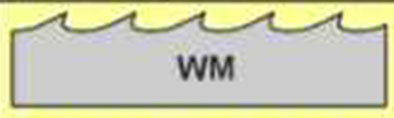
- WM. Rig, yang mempunyai profil pemotong ini, direka untuk menggergaji kayu keras dan keras dan adalah sejagat. Profil ini digunakan pada gergaji dengan lebar tidak lebih daripada 50 mm.
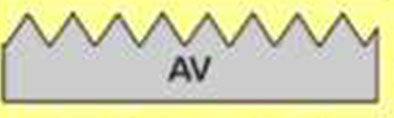
- AV. Profil gigi dibenarkan untuk mengendalikan dengan kayu kerastermasuk beku. Juga, gergaji tersebut boleh menghasilkan pemotongan bahan melintang.
- NV. Ia digunakan pada kaset sehingga 30 mm lebar, yang boleh digunakan untuk pemotongan angka mana-mana spesies kayu.
- Nu. Profil mempunyai lubang besar. Digunakan untuk menggergaji kayu lembut.
- PV. Profil ini digunakan pada lebar alat melebihi 50 mm. Terima kasih kepada profil PV, gergaji mempunyai kestabilan yang baik apabila menggergaji kayu lunak.
- KV. Gunakan pada pita lebar (sehingga 80 mm) untuk menggergaji kayu lembut.
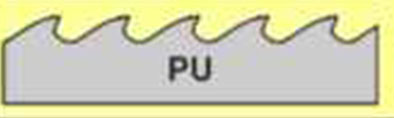
- PU. Digunakan untuk menggergaji kayu padu pada kaset lebih daripada 80 mm lebar.
Bergigi
Gigi pada gergaji diceraikan untuk mengurangkan geseran bilah pada bahan kerja dan untuk mencegah gangguannya. Lebar pemotongan hendaklah melebihi ketebalan peralatan dengan kira-kira 30-60%.
Tata letak incisors boleh terdiri daripada tiga jenis.
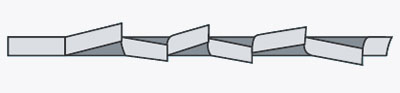
- Susunatur klasik. Gigi melihat bengkok dalam arah yang berbeza seli dan jarak yang sama.
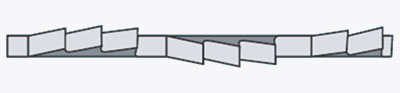
- Susun atur pelukis.
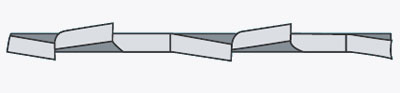
Setiap dua gigi, yang seterusnya (ketiga) tidak membungkuk dan mempunyai bentuk trapezium. Pemotong terletak di pusat perkakas dan menetapkan arah untuk melihat seluruh band. Susun atur ini digunakan untuk gergaji yang bekerja pada bahan-bahan keras.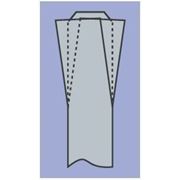
- Susun atur gelombang dianggap paling sukar. The incisors melengkung dalam bentuk gelombang dalam arah yang berbeza.
Adalah penting untuk mengetahui bahawa, semasa membuat susunan gigi, tidak semua alat bengkok, tetapi bahagiannya: dari 1/3 hingga 2/3 dari jarak dari atas gigi. Setiap pengilang alat mengesyorkan pesongan gigi sendiri ke sisi. Tetapi secara purata ia berada dalam lingkungan 0.3 hingga 0.7 mm.
Bahan yang lebih lembut, semakin kuat gergaji harus dibiakkan dan sebaliknya. Tetapi adalah mustahil untuk membenarkan pendawaian seperti incisors supaya di tengah potongan itu tidak boleh dipotong bahagian. Penjagaan harus diambil bahawa gigi menyimpang ke sisi. jarak yang sama. Sekiranya pendawaian tidak merata, maka band saw akan bergerak ke sisi mana gigi mempunyai kecenderungan yang lebih kuat.
Gergaji band tajam
Sudah tentu, adalah lebih baik untuk mempertajam sebuah band di mesin khas, dalam bengkel khusus. Ya, dan gergaji pengasah profesional murah. Tetapi jika atas apa-apa sebab anda tidak mempunyai keupayaan untuk membawa gergaji tajam, maka alat ini boleh diedit secara berasingan.
Saw gergaji tajam yang dihasilkan oleh fail atau fail kecil pada bahagian hadapan dan belakang insisor dengan beberapa pergerakan (3-4) untuk setiap gigi.

Juga melihat band boleh mengasah menggunakan ukiranmenggunakan alat yang direka untuk mengasah gergaji gergaji.


Peralatan dimasukkan ke dalam pengukir, dan incisor diasah dengan pergerakan lembut pada bahagian atas insisinya.

Ia tidak perlu mengambil logam yang kuat, hanya meringankannya.
Anda juga boleh cuba untuk mempertajam dan gergaji logam. Tetapi biasanya mereka tidak diasah, kerana bahagian memotong band-band saw ini sama ada bimetal atau mempunyai zon pelindapkejutan. Gigi pada pita tersebut berfungsi sehingga mereka runtuh dan mungkin mempunyai mikrokompresi.Jika mereka berada di tempat yang lebih rendah, mereka akan mula runtuh lebih cepat atau mereka akan mula memotong lebih teruk.
/rating_off.png)











